
画像をクリックすると拡大表示出来ます
 |
SS16tベース板。 従来のマシニングセンタの加工では、四角穴などは非常に加工時間がかかりましたが、レーザー切断化することで時間短縮、コストダウンが可能となりました。板厚は22mmまで切断可能です。 |
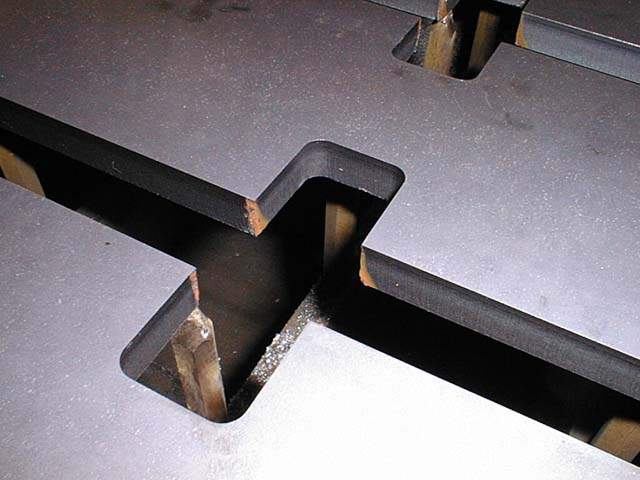 |
上のサンプルの拡大です。 ガス溶断に比べ、加工精度、面粗さ、歪みなどが大幅に向上出来ます。 |
 |
SUS304−12t、酸素切断したものです。 ステンレスの酸素切断は、切断面が黒くなります。窒素切断と比べると、切断コストは良くなるのですが、面粗さが悪くなります。 |
 |
アクリル20t。デザイン製品。 樹脂の中でもアクリルは、光沢のあるきれいな切断が出来ます。 板厚は80mmまで切断可能です。 |
 |
デルリン20t。樹脂スパナです。 デルリンも良好な切断面が得られます。 |
 |
木材、40mm。置き時計のボディです。 切断面は炭化して黒くなりますが、サンドペーパーで磨き仕上げすることで簡単に除去できます。 |
 |
SUS304−3t。ブラケット。 ベンダーなど板金加工の機械を、一式設備しておりますので、切断後の曲げ加工もお任せ下さい。 |
 |
SUS304−2t。インデックス円盤。 窒素切断したものです。窒素切断は御覧のように光沢のある切断面が得られます。このサンプルは、旋盤により先端部をテーパーに追加工してあります。 |
 |
SUS304−2t−76Ø。デザイン製品。 ターンテーブルにより、パイプにも複雑な加工が行えます。 |
 |
SUS304−2t、文字を切り抜き後、背面に緑色のアクリルを接着剤で貼り付けた看板です。 イメージスキャナにより、会社のロゴマークなどの意匠部品も簡単にプログラム出来ます。 |
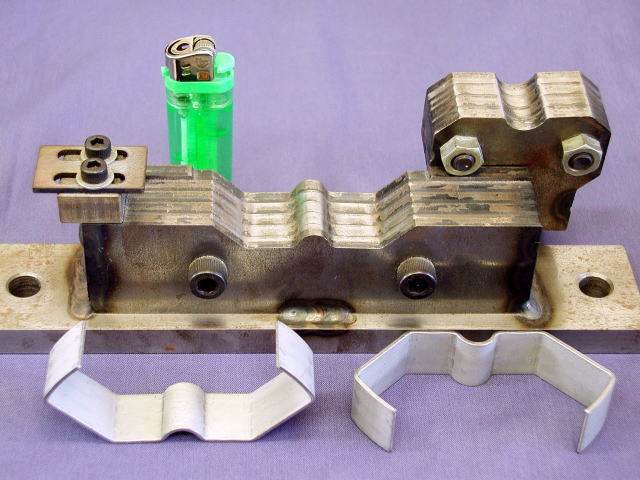 |
SPCC3.2tの板を重ね溶接して、ベンダー金型を製作したものです。このような総型は、従来どうりのMC加工またはワイヤーカット加工と比較すると大幅な時間短縮、コストダウンが可能です。 |
 |
SS400。t=6。ユニクロメッキ仕上げ。 入れ子細工の要領で組み立てました。こんなオブジェクトも簡単に製作可能です。 |

〒395-0301
長野県下伊那郡阿智村春日377
中島工業有限会社
TEL 0265-43-2092
FAX 0265-43-2365
![]()